 图 1 压边力与行程关系曲线
Fig.1 Relation curve of blank-holder force to stroke
图 1 压边力与行程关系曲线
Fig.1 Relation curve of blank-holder force to stroke
SHI Yuqing.Influence of elastic components selection on sheet metal bending springback[J].Journal of Zhejiang University of Science and Technology,2019,32(01):5-9.[doi: 10.3969/j.issn.1671-8798.2019.01.003]

弹簧、橡皮和液压垫是设计压边装置的弹性元件,三者加载的压边力不同,而压边力是影响弯曲回弹的主要因素之一。取弹簧、橡皮和液压垫分别进行弯曲有限元模拟,结果表明:初始压边力相同,弹簧压边是三者中控制回弹效果最理想的; 液压垫压力大于初始压边力,则控制回弹效果又优于弹簧压边。本研究结果可为弯曲模具压边装置设计时选用弹性元件提供参考。
Spring, rubber and hydraulic pad are elastic components intended for the blank-holder devices. The three factors are loaded with the blank-holder force changing differently, which is one of main factors influencing the bending springback. Finite element simulation of bending was conducted with spring, rubber and hydraulic pad respectively. The results show that the initial blank-holder force being identical, spring blank-holder achieves the best effect of controlling springback. When the blank-holder force of hydraulic pad being greater than the initial blank-holder force, the effect of controlling springback is better than that of spring. These results can provide reference for selecting elastic components intended for the blank-holder devices of bending die.
回弹是板料弯曲成形不可忽视的质量缺陷。回弹使弯曲件结构形状和设计尺寸难以满足要求,影响弯曲件的使用和装配[1]。弯曲模参数设计有一定的参考标准,如果弯曲凹模深度设计时取弯曲件高度的一半左右[2-4],回弹依然不能避免。有研究表明,若将弯曲凹模深度设计成大于弯曲件高度的结构,并取合适的弯曲模凸模和凹模半径,则弯曲件结构形状和尺寸精度能有所提高[5-6]。对尺寸比较大的弯曲模设计制造,为了降低模具制造成本,凹模可设计成倒角结构形式。有研究表明,倒角结构虽然加工方便,控制回弹效果却不如凹模圆角结构,但可用于尺寸精度要求不高的弯曲件压制[7]。以往对弯曲模的改进设计或对弯曲回弹的分析,多是建立在凹模圆角结构设计基础之上的,如理想弹塑性材料弯曲回弹分析及回弹弯矩计算[8],基于BP神经网络的铝合金板料弯曲回弹控制[9],这些研究的结果对控制回弹有一定的帮助。在实际生产中,设计人员是以如何能够将弯曲零件生产出来作为弯曲模结构设计的首要目标[10-12]。变压边力是控制回弹比较理想的工艺方法之一[13],不但用于弯曲成形,也被用在拉深成形中加载不同变化的压边力曲线[14],但究竟加载何种压边力曲线控制回弹效果最佳目前尚无定论。文献[15]研究了液压垫提供恒定压边加载压边力,证明了液压垫压边控制回弹效果比较理想。作为弯曲模设计压边装置的常用弹性元件除液压垫外,还有弹簧和橡皮。选择三者中哪种弹性元件控制回弹效果比较理想尚无文献报道。本研究通过对弹簧、橡皮和液压垫进行压边有限元模拟对比分析,为弯曲模压边装置设计提供参考。
1 弹性元件选择对弯曲模结构尺寸的影响弹簧、橡皮和液压垫都能够作为压边装置提供压边力:弹簧加载的压边力为线性增加; 橡皮加载的压边力为非线性增加; 液压垫在弯曲过程中加载恒定的压边力。图1是弹性元件加载压边力关系曲线。在不发生失稳的条件下,弹簧和橡皮的初始高度H与外径D之比满足0.5≤H/D≤1.5[16]。假设初始压边力相同,橡皮可压缩行程比弹簧可压缩行程要长。橡皮可压缩行程一般最长可达初始高度H的45%; 而弹簧在正常工作状态下的可压缩行程一般不到H×20%,最长不会超过H×30%。因此,采用橡皮比采用弹簧的弯曲模结构要紧凑。模具设计制造完成后进行调试时,压边力不够大,使用弹簧则需要大弹簧套小弹簧,安装时,大弹簧和小弹簧的旋向要互为反向。如果要减小压边力,一般要更换弹簧,但更换弹簧受到模具空间结构及安装位置的限制。橡皮截面形状多样,不同的截面形状能提供不同的压边力, 使用中如果压边力偏大或偏小,因橡皮切割比较容易,所以调整比较便捷,成本也较低。液压垫在弯曲过程中可提供恒定的压边力,在常用四柱单动万能液压机中,下顶出油缸可代替压边装置来完成压边工作,模具采用倒装结构。一般下顶出油缸提供的压力为压力机公称压力的30%左右。如果压边力偏小,控制回弹效果不佳,则起不到控制作用。将四柱万能液压机改装成具有上压边装置会减小模具工作空间,给放料和取料带来一定的不便。液压垫只有在能提供足够大的压边力情况下才有效。双动压力机(具有主缸滑块和压边滑块)能提供足够大的压边力,一般用于生产尺寸较大的冲压件。为控制回弹研发专门的变压边力压力机成本太高。因此,弹簧、橡皮和液压垫对模具设计各有优劣,但控制回弹效果不同。

图1 压边力与行程关系曲线
Fig.1 Relation curve of blank-holder force to stroke
2 有限元模拟及结果讨论
弯曲模尺寸及几何模型如图2所示,具有压边装置弯曲模有限元模型如图3所示。模拟坯料为16MnL,16MnL的屈服极限σs,355 MPa; 强度极限σb,500 MPa; 材料弹模量E,206 GPa; 泊松比v,0.29。设加载初始压边力F0=0.5F,其中F为弯曲力。设弯曲件长为100 mm,计算可得F为22 750 N,F0为11 375 N。模拟速度一般取比实际生产中的压制速度要快,取1 000 m/s[17],将图1中的压边力与行程关系曲线转化为图4的压边力与时间关系曲线。因为回弹大小主要取决于弯曲角处应力,所以有限元模拟弯曲过程是压制完成后停留(保压)一段时间,得到此时的应力分布; 再用推板将弯曲件顶至推板上平面与凹模上平面平齐位置,即弯曲件可取出状态位置,得到此时的应力分布。分析弯曲角处取出状态应力与压制完成状态应力之差,应力差小说明弯曲稳定,回弹较小。弯曲角取的位置如图5所示。
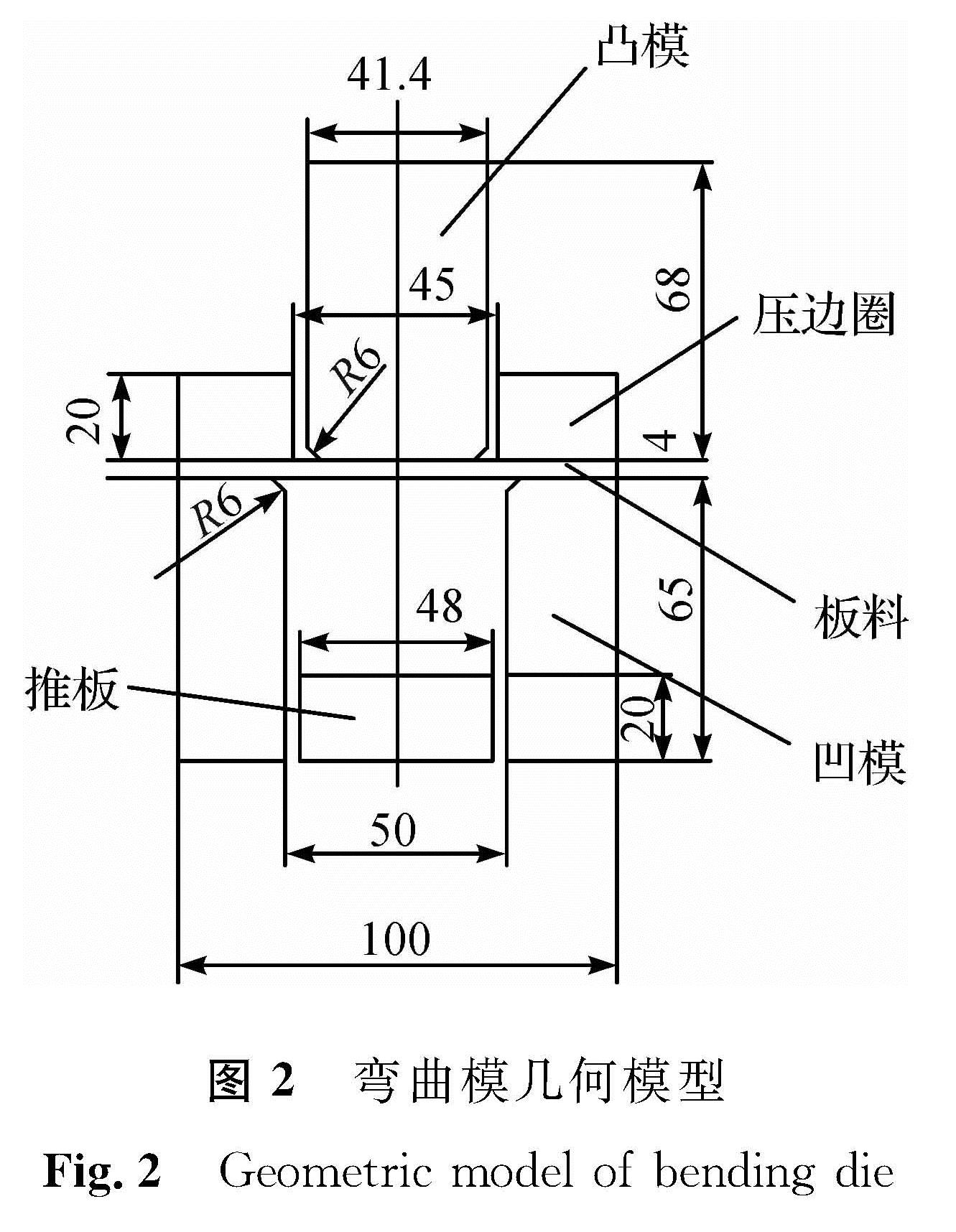
图2 弯曲模几何模型
Fig.2 Geometric model of bending die

图3 弯曲模有限元模型
Fig.3 FEM model of bending die

图4 压边力与时间关系曲线
Fig.4 Relation curve of blank-holder force to time
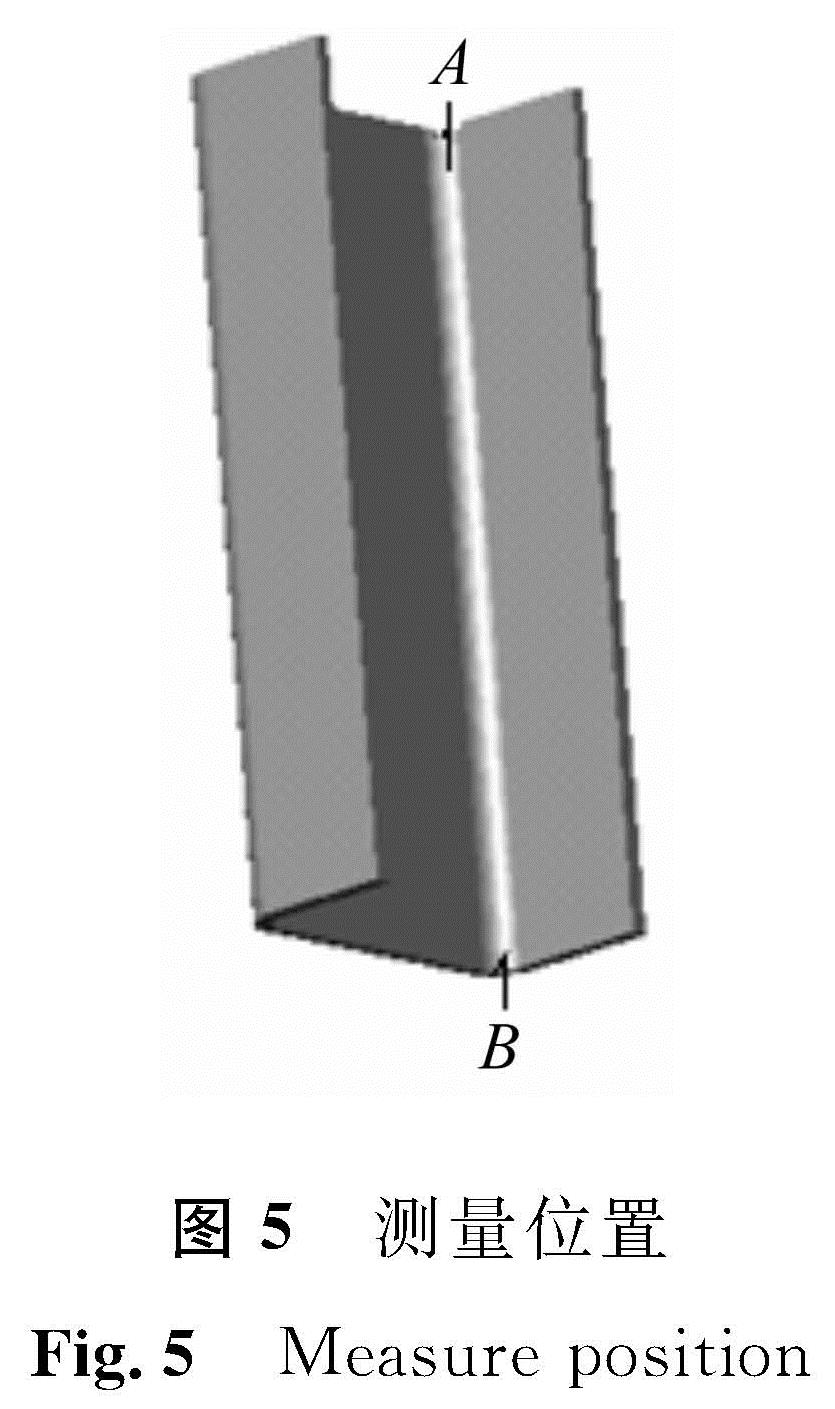
图5 测量位置
Fig.5 Measure position
图6~8分别是液压垫恒定压边力为11 375 N时的应力变化及分布、弹簧和橡皮加载初始压边力为11 375 N时的应力变化及分布。从图6~8比较取出状态应力与压制完成状态应力之差,用Δ表示,其中,Δhp为液压垫压边应力差; Δs为弹簧压边应力差; Δr为橡皮压边应力差。
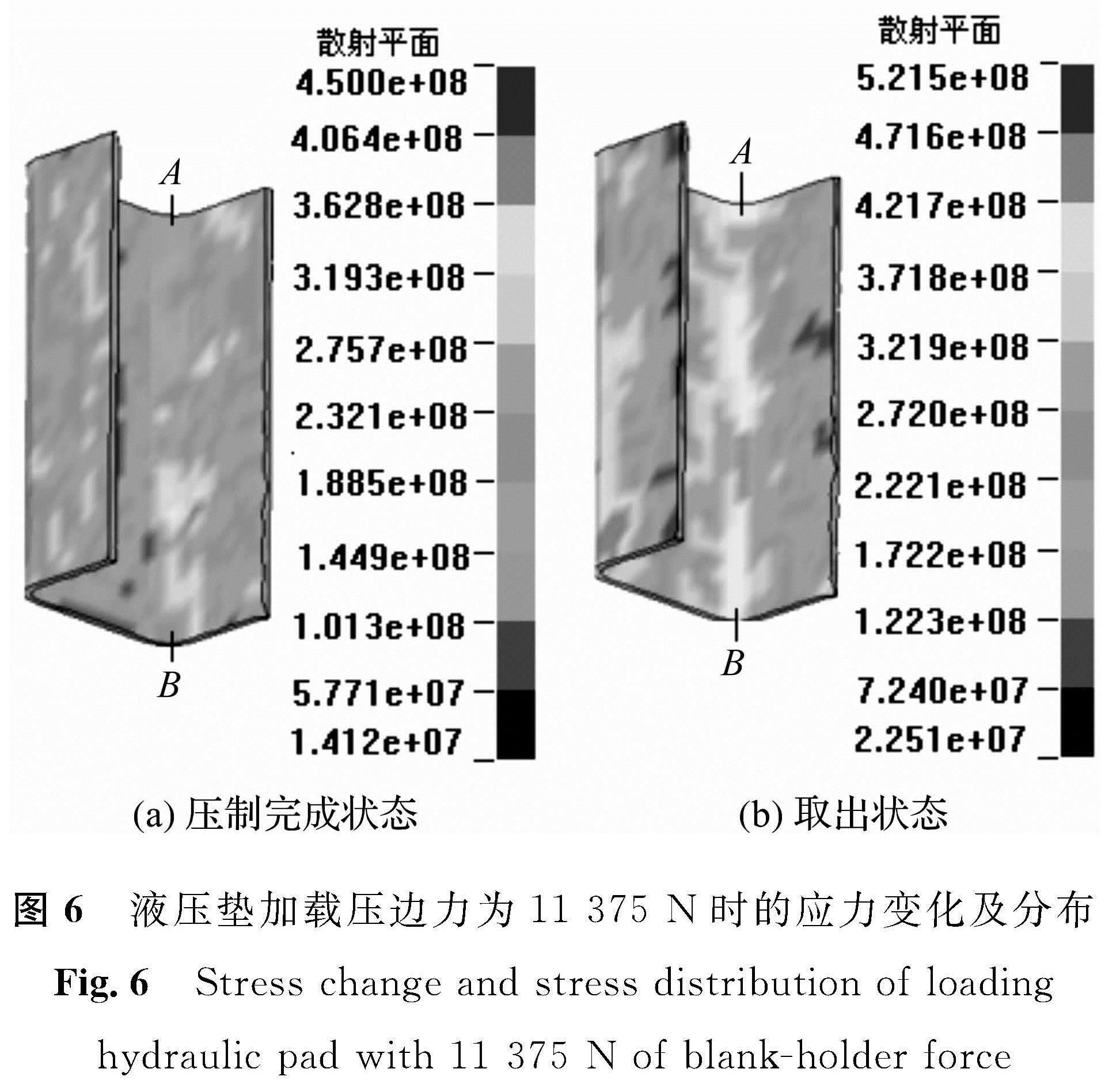
图6 液压垫加载压边力为11 375 N时的应力变化及分布
Fig.6 Stress change and stress distribution of loading hydraulic pad with 11 375 N of blank-holder force
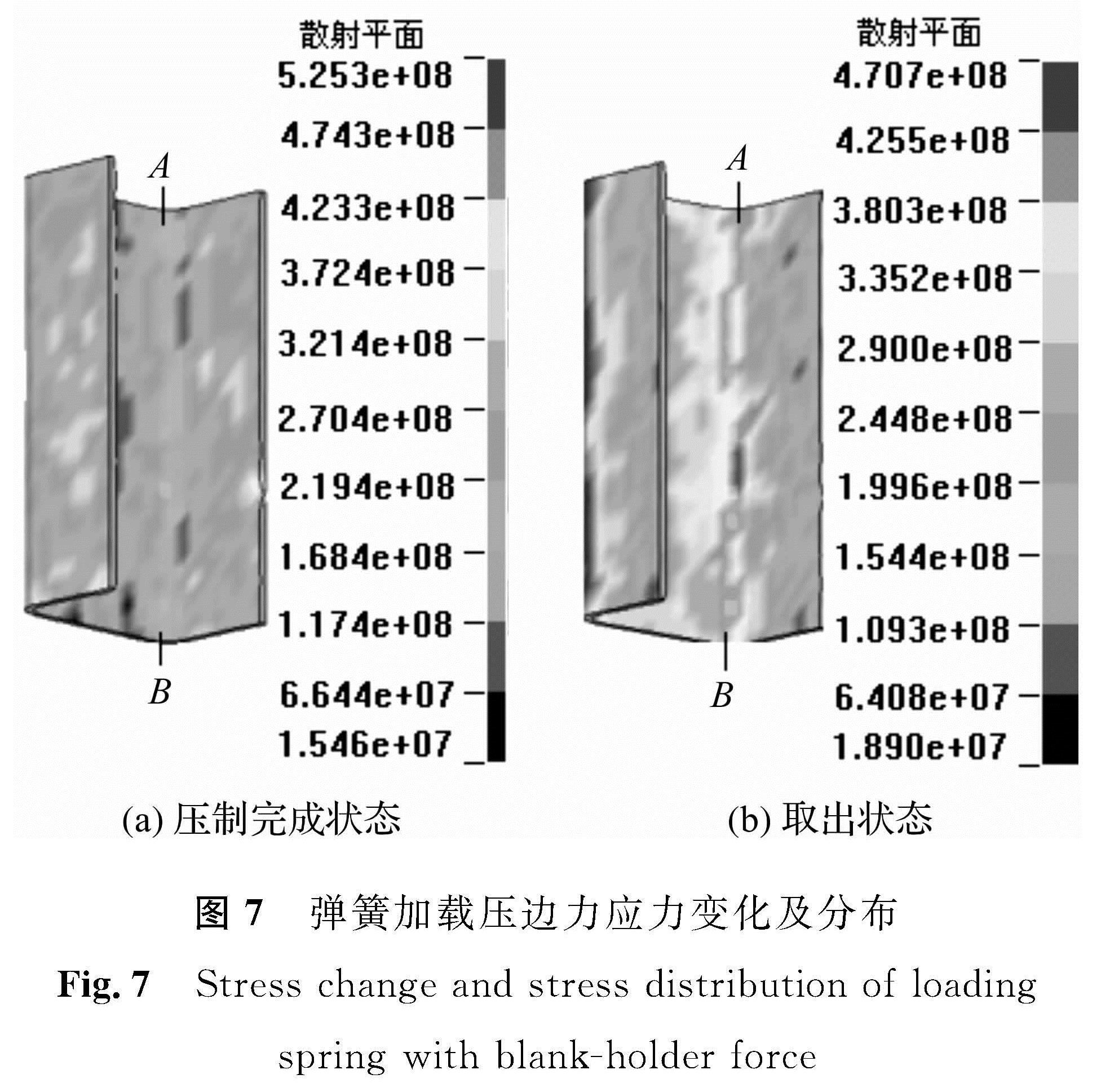
图7 弹簧加载压边力应力变化及分布
Fig.7 Stress change and stress distribution of loading spring with blank-holder force
图8 橡皮加载压边力应力变化及分布
Fig.8 Stress change and stress distribution of loading rubber with blank-holder force
A处的应力变化为:
{Δhp=3.728×108-1.120×108=2.608×108(Pa),
Δs=3.983×108-2.119×108=1.864×108(Pa),
Δr=3.813×108-1.424 5×108=2.388 5×108(Pa)。
B处的应力变化为:
{Δhp=3.967 5×108-2.321×108=1.646 5×108(Pa),
Δs=3.803×108-2.194×108=1.609×108(Pa),
Δr=3.810×108-1.688×108=2.122×108(Pa)。
通过比较得到:弹簧压边的应力变化最小,液压垫压边应力变化次之,橡皮压边应力变化最大。应力变化小,说明回弹发生小,也说明弯曲件稳定性较好,因此弹簧压边效果是三者中最理想的。在初始压边力相同的条件下进行压制,压制完成时,橡皮产生的压缩力要大于弹簧,取此时的压力22 775 N作为液压垫加载的恒定压边力,应力变化及分布如图9所示。由图9可知A处的应力变化为:Δhp=3.773×108-2.502×108=1.271×108(Pa); B处的应力变化为:Δhp=3.286×108-2.502×108=0.784×108(Pa)。
图9 液压垫加载压边力为22 775 N时的应力变化及分布
Fig.9 Stress change and stress distribution of loading hydraulic pad with 22 775 N of blank-holder force
3 结 语
弯曲模设计可供选择的弹性元件有弹簧、橡皮和液压垫,对三者进行的有限元模拟结果表明:如果压边力初始值相同,采用弹簧作为加载压边力的弹性元件,则控制回弹效果最好,液压垫次之,橡皮最差。但在压力机条件允许的情况下,若将液压垫压力调整到弯曲件弯曲行程终了时的橡皮压力(一般此时橡皮的压力要大于弹簧的压力),则液压垫压边控制回弹的效果又优于弹簧。因此,采用何种弹性元件应视具体情况而定。
- [1] 施于庆.抑制汽车纵梁弯曲回弹的弯曲模改进设计[J].浙江科技学院学报,2014,26(6):405.
- [2] 王秀凤,张永春.冷冲压模具设计与制造[M].2版.北京:北京航天航空大学出版社,2008:105.
- [3] 王孝培.冲压设计资料[M].北京:机械工业出版社,1983:129.
- [4] 高锦张.塑性成形工艺与模具设计[M].3版.北京:机械工业出版社,2015:106.
- [5] 施于庆.板料拉弯结构弯曲模的凹模圆角半径分析[J].浙江科技学院学报,2016,28(5):344.
- [6] 施于庆.基于ANSYS的凹模深度设计对U形件回弹影响分析[J].浙江科技学院学报,2018,30(3):211.
- [7] 施于庆.凹模圆角和倒角对U形件弯曲成形的影响[J].浙江科技学院学报,2018,30(1):22.
- [8] 刘金武,贺永祥.理想弹塑性材料弯曲回弹分析及回弹弯矩计算[J].金属成形工艺,2001,19(3):22.
- [9] 韩雄伟,李欣星,陈祖红.基于BP神经网络的铝合金板料弯曲回弹控制研究[J].模具工业,2001,37(9):22.
- [10] 余健,高志海.U形支承件弯曲模设计[J].模具工业.2016,42(3):34.
- [11] 金龙建,刘美玲,金龙周,等.L形支架弯曲模设计[J].模具工业,2015,41(9):13.
- [12] 余健,叶伟东.带内孔翻孔的凸字形零件弯曲模设计[J].模具工业,2016,42(4):29.
- [13] 陈磊,杨继昌,陈炜,等.变压边力方式对板料U形回弹影响的有限元模拟研究[J].塑性工程学报,2005,12(5):12.
- [14] 吴斌,单云.分块式压边圈盒形件成形数值模拟研究[J].锻压技术,2015,40(9):139.
- [15] 施于庆.U形件弯曲加载压的有限元模拟[J].浙江科技学院学报,2017,29(6):425.
- [16] 施于庆.冲压工艺及模具设计[M].杭州:浙江大学出版社,2012:106.
- [17] 施于庆,祝邦文.板料冲压[M].杭州:浙江大学出版社,2015:31.