 图 1 温度对醋酸仲丁酯加氢反应性能的影响
Fig.1 Effect of temperature on hydrogenation performance of sec-butyl acetate
图 1 温度对醋酸仲丁酯加氢反应性能的影响
Fig.1 Effect of temperature on hydrogenation performance of sec-butyl acetate
ZHANG Guihua,TONG Mingliang,LYU Chengxue,et al.Preparation of sec-butanol by hydrogenation of sec-butyl acetate[J].Journal of Zhejiang University of Science and Technology,2019,32(01):36-41.[doi: 10.3969/j.issn.1671-8798.2019.01.008]

采用工业铜锌铝催化剂催化醋酸仲丁酯生成乙醇和仲丁醇,考察反应温度、压力,以及氢、酯摩尔比对加氢反应性能的影响,并对工业铜锌铝催化剂的稳定性做评价。结果 表明,铜锌铝催化剂对醋酸仲丁酯加氢反应具有良好的催化活性和反应稳定性。在反应温度190 ℃,反应压力3.0 MPa,氢、酯摩尔比20:1,空速0.5 h-1的条件下,醋酸仲丁酯的转化率达到99.0%以上,乙醇和仲丁醇的选择性较高且副产物选择性较低。通过醋酸仲丁酯加氢的反应机理,推测仲丁醇脱水反应是主要副反应。本研究为醋酸仲丁酯加氢合成仲丁醇工业放大提供了基础实验数据。
The industrial CuZnAl catalyst was used to catalyze the formation of ethanol and sec -butanol from the hydrogenation of sec -butyl acetate, investigating effects of reaction temperature, pressure and hydrogen/ester molar ratio on the performance of the hydrogenation reaction, and evaluating stability of the catalyst. The results show that the catalyst boasts sound catalytic activity and reaction stability for the hydrogenation of sec -butyl acetate. Under the reaction conditions of 190 ℃, 3.0 MPa, hydrogen/ester molar ratio 20:1 and space velocity of 0.5 h-1, the conversion rate of sec -butyl acetate could reach above 99.0%. The results exhibit relatively high ethanol and sec -butanol selectivity, while low by-products selectivity. From the hydrogenation of sec -butyl acetate mechanism, it can be speculated that the dehydration reaction of sec -butanol may be the main side reaction in the overall reaction. Basic experimental data have been provided for the industrial amplification of sec -butyl hydride to hydrogenate sec -butanol.
仲丁醇是工业生产甲乙酮的主要原料,甲乙酮是一种广泛应用于涂料、医药、燃料等行业的性能卓越的工业溶剂和有机合成原料,近年来各国对其需求呈稳定增长趋势[1-2]。传统工业上通过正丁烯的水合法生产仲丁醇,但该方法反应条件苛刻,原料的单程转化率低,能耗高[3-4]。此外,乙醇也作为一种重要的化学药品,广泛应用于化工、食品、医药和燃料等行业。近年来乙醇燃料迅速发展,由于该燃料不仅不影响汽车性能,同时还减少有害气体排放,对环境起到节能减排的作用[5-6]。因此,乙醇作为一种可再生的清洁能源展现出了良好的市场前景[7]。随着国内醋酸仲丁酯生产工艺的不断完善,醋酸仲丁酯的产量连年上升。截至2016年底,国内的醋酸仲丁酯的产能达到了140多万t[3],但醋酸仲丁酯的需求不足30%,市场前景不容乐观,因而开发醋酸仲丁酯的下游产品具有重要的意义[8-9],如对醋酸仲丁酯加氢生产乙醇和仲丁醇的研究就引起了人们广泛的关注。该研究不仅有助于生产高附加值的乙醇和仲丁醇,还有利于解决醋酸仲丁酯产能过剩问题。具有催化酯加氢反应催化性能的金属有Ni、Ru、Pd、Pt和Cu等,而Cu基催化剂由于其廉价的成本和出色的加氢性能被广泛应用于各类酯加氢反应中,如Cu/ZrO2催化乙酸乙酯加氢制乙醇[10],Cu/SiO2催化乙酸乙酯加氢制乙醇[11],铜锌催化剂催化乙酸异丙酯加氢制备异丙醇和乙醇[12]。相关试验研究[13-15]发现,铜基催化剂对醋酸仲丁酯加氢具有良好的催化性能。因此,本文在前人研究的基础上,通过工业铜锌铝催化剂催化醋酸仲丁酯加氢制备乙醇和仲丁醇,研究反应温度、反应压力,以及氢、酯摩尔比对醋酸仲丁酯加氢性能的影响和加氢反应的反应机理,并在优化的反应条件下评价催化剂的稳定性。
1 试验部分1.1 材料和仪器1.1.1 材 料硝酸铜(Cu(NO3)2·3H2O)、硝酸锌(Zn(NO3)2·6H2O)、硝酸铝(Al(NO3)2·9H2O)、氨水等均为分析纯,去离子水,工业铜锌铝,反应气(H2)。
1.1.2 仪 器电子分析天平BSA224S(德国赛多利斯集团); 电热鼓风干燥箱GZX-9023MBE(上海博讯实业有限公司); 马弗炉KSL-1100X(常州市兴光窑炉有限公司); 循环水真空泵SHZ-D(Ⅲ)(上海青浦沪西仪器厂); 气相色谱仪GC-2014(岛津实验器材有限公司); 全自动物理化学吸附仪ASIQC0000-4(美国康塔仪器公司); 高压固定床连续反应装置(自制)。
1.2 催化剂制备根据购买的工业铜锌铝的配比制备铜锌铝催化剂,将一定量的硝酸铜、硝酸锌和硝酸铝溶于去离子水中,配成铝离子摩尔浓度为0.1 mol/L的溶液,将适量的氨水溶于去离子水中配成摩尔浓度为1 mol/L的碱性溶液,采用双滴定的方式缓慢滴入100 mL的恒温60 ℃的去离子水中,控制pH值在8.0左右。60 ℃恒温老化2 h,静置一夜。然后用去离子水洗8次,直至洗液的pH值接近7.0,20 ℃干燥6 h,400 ℃焙烧2 h。
1.3 催化剂评价在高压固定床上进行醋酸仲丁酯加氢制备乙醇和仲丁醇的反应评价,其中不锈钢反应管的尺寸为φ10 mm×525 mm。称取等质量的20~40目的工业铜锌铝催化剂和石英砂,充分混合,填充到反应管的中部,催化剂床层上下两端用石英棉固定。在常压条件下,将催化剂用99.9% H2在250 ℃还原4 h,然后将温度降低到反应温度。在0.5 h-1空速条件下,以一定的氢酯比同时通入氢气和醋酸仲丁酯,在一定温度和压力下反应5 h。反应后液相产物采用日本岛津GC-2014进行离线分析,检测器为氢火焰离子化检测器(FID),色谱柱为SH-RTx-5毛细管柱(尺寸为30 m×0.25 mm×0.25 μm)。
2 结果和讨论2.1 温度对反应的影响在反应压力2.5 MPa,空速0.5 h-1和氢、酯摩尔比为22:1条件下,考察醋酸仲丁酯加氢温度对反应的影响,结果如图1所示。由图可知,随着反应温度的升高,醋酸仲丁酯的转化率呈上升趋势,在190 ℃时醋酸仲丁酯的转化率达到了98.6%,在200 ℃时转化率略有下降,但迅速升高逐渐趋于稳定。另外,随着反应温度的升高,乙醇的选择性没有变化,而仲丁醇的选择性逐渐下降,同时副产物的选择性升高。这说明随着反应温度的升高,仲丁醇转化的副反应加剧,使得仲丁醇选择性下降,副产物的选择性升高。因此,醋酸仲丁酯加氢反应的最适宜反应温度为190 ℃。

图1 温度对醋酸仲丁酯加氢反应性能的影响
Fig.1 Effect of temperature on hydrogenation performance of sec-butyl acetate
2.2 压力对反应的影响
在反应温度190 ℃,空速0.5 h-1和氢、酯摩尔比为22:1的条件下,探究压力对醋酸仲丁酯加氢反应性能的影响,结果如图2所示。由图可知,随着反应压力的增大,醋酸仲丁酯的转化率逐渐升高,当压力超过3.0 MPa时,醋酸仲丁酯的转化率达到了99.0%; 随压力升高仲丁醇的选择性逐渐升高,副产物的选择性明显下降。这说明提高反应压力不仅能够提高醋酸仲丁酯的转化率,还有利于抑制副产物的产生,提高仲丁醇的选择性。因此,适宜的反应压力为3.0 MPa。
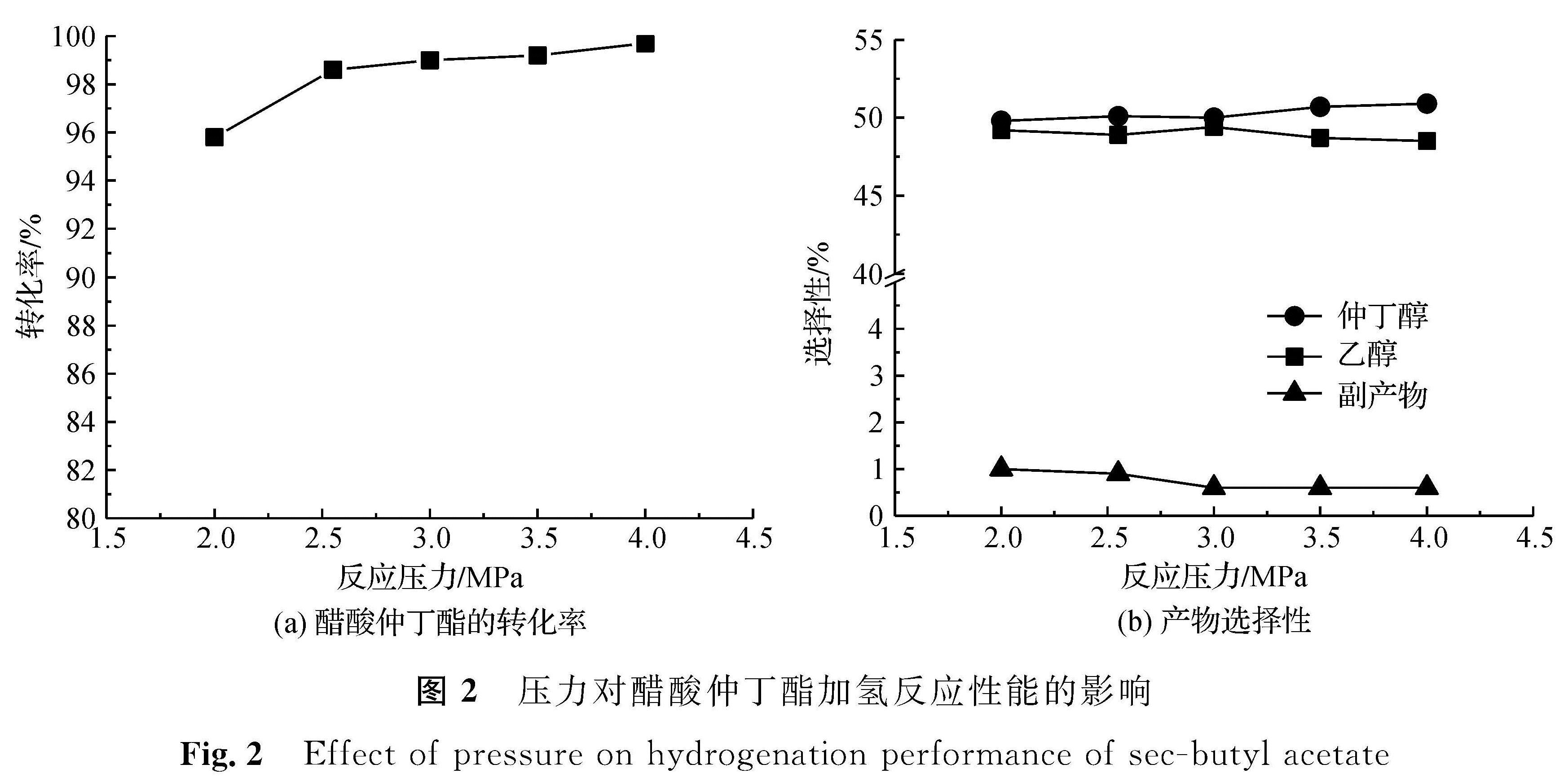
图2 压力对醋酸仲丁酯加氢反应性能的影响
Fig.2 Effect of pressure on hydrogenation performance of sec -butyl acetate
2.3 氢、酯摩尔比对反应的影响
在反应温度190 ℃,压力2.5 MPa和空速0.5 h-1条件下,探究氢、酯摩尔比对反应性能的影响,结果如图3所示。由图可知,醋酸仲丁酯的转化率随着氢、酯摩尔比的升高而不断上升,并在氢、酯摩尔比为20:1后达到平衡,此时的转化率达到98.6%; 乙醇选择性逐渐升高而仲丁醇的选择性逐渐下降。在低氢、酯摩尔比的情况下,仲丁醇的选择性比乙醇高,这可能与醋酸仲丁酯加氢反应机理有关。此外,副产物的选择性没有明显的变化,一直在0.4%~0.5%。因此,氢、酯摩尔比为20:1较适宜。

图3 氢、酯摩尔比对醋酸仲丁酯加氢性能的影响
Fig.3 Effect of hydrogen/ester molar ratio on hydrogenation performance of sec -butyl acetate
2.4 催化剂的稳定性

图4 工业铜锌铝催化醋酸仲丁酯加氢性能的稳定性
Fig.4 Stability of industrial CuZnAl catalyzed hydrogenation of sec-butyl acetate
在反应温度190 ℃,压力3.0 MPa,氢、酯摩尔比为20:1和空速0.5 h-1条件下,对铜锌铝催化醋酸仲丁酯加氢反应进行100 h的稳定性评价,结果如图4所示。由图可知,随着反应时间的延长,醋酸仲丁酯的转化率仅下降了0.4%,表明铜锌铝催化剂的在反应过程中保持稳定的活性,没有失活现象; 乙醇和仲丁醇的选择性在反应过程略有波动。可见,铜锌铝催化剂具有良好的催化活性和稳定性。
碳物种在催化剂表面长时间累积而覆盖催化剂表面的活性中心是导致铜锌铝催化剂催化活性和稳定性下降的重要因素。采用热重-差示扫描量热仪(TG-DSC)在空气气氛中对寿命试验后的催化剂表面的积碳进行分析,测试结果如图5所示。由图可知,TG-DSC在200~300 ℃的温度区间内出现了微弱的失重和吸热峰,对应于催化剂表面碳物种的燃烧移除。这说明催化剂表面积碳物种含量较少,催化剂的稳定性较好。

图5 反应后催化剂的TG -DSC曲线
Fig.5 TG -DSC curve of catalyst after reaction
2.5 自制铜锌铝催化剂与工业催化剂的比较
在反应温度190 ℃,压力3.0 MPa,氢、酯摩尔比为20:1和空速0.5 h-1条件下,对自己制备的铜锌铝催化剂和工业铜锌铝催化剂进行比较,反应结果如表1所示。从表中可知,工业铜锌铝催化剂的各方面反应效果均极优于自制的铜锌铝催化剂。

表1 相同条件下催化剂反应性能的比较
Table 1 Comparison of catalyst performances under the same conditions%
为了研究相同配比催化剂反应结果相差大的原因,对两种催化剂进行了物理吸附测试,结果见表2。从表中可知,自制的铜锌铝催化剂的比表面积和孔容均小于工业铜锌铝催化剂,这导致裸露在催化剂表面的反应活性中心减小和产物在催化剂内停留时间变长,催化剂的反应性能下降,副反应发生的概率增加,从而造成醋酸仲丁酯的转化率减少和副产物选择性的增加。

表2 催化剂的比表面积和孔分析
Table 2 Specific surface area and pore analysis of catalysts
2.6 反应机理及副产物分析
酯在铜基催化剂上的加氢反应是酯分子先在催化剂表面解离出烷氧基和酰基自由基,分别吸附在催化剂的表面[15],然后氢气分子再在催化剂表面解离出两个氢自由基,最后烷氧基和酰基自由基分别与氢自由基反应生成相应的醇[16]。具体反应过程如下(R与R'代表烃基; RCO·和R'O·分别代表酰基自由基和烷氧基自由基):
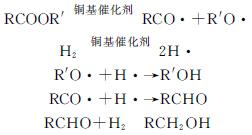
由此可见,烷氧基能够快速加氢反应生成对应的醇,而酰基必须经过中间产物醛才能生成对应的醇,因而酰基加氢步骤是酯加氢反应的控制步骤[15]。这表明醋酸仲丁酯在低氢、酯摩尔比的情况下会显示出更高的仲丁醇选择性。
据文献[15],醋酸仲丁酯在铜锌铝催化剂上进行催化加氢反应中,一般除了能得到乙醇和仲丁醇外,还可能产生乙酸乙酯、甲乙酮、乙醛和相关醚类副产物。对反应后的液体产物进行了GC-MS定性分析,结果见表3。从表中可知,液体产物中除含有乙醇和仲丁醇外,还含有3,4-二甲基己烷、仲丁基醚两种副产物。已知在酸性和碱性催化剂上醇容易脱水生成烯烃和脱氢生成醛和酮,而且醇的脱水和脱氢反应都是强吸热反应,反应温度越高越容易发生反应。因此,副产物主要由仲丁醇脱水反应导致,2个仲丁醇脱水生成醚,然后继续脱水生成3,4-二甲基己烯,通过加氢生成3,4-二甲基己烷。
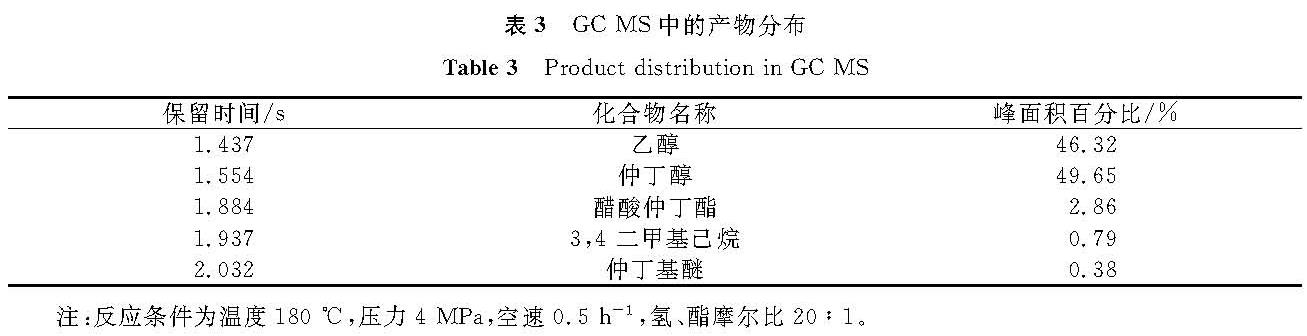
表3 GC-MS中的产物分布
Table 3 Product distribution in GC-MS
3 结 语
在醋酸仲丁酯加氢反应中,工业铜锌铝催化剂表现出了良好的催化活性和稳定性。在空速为0.5 h-1的条件下,最佳反应温度为190 ℃,反应压力为3.0 MPa,氢、酯摩尔比为20:1,醋酸仲丁酯的转化率达到99.0%以上,乙醇和仲丁醇的选择性较高且副产物选择性较低,催化剂反应100 h不失活,催化剂稳定性良好。试验结果表明,温度过高会加快仲丁脱水或醇脱氢反应,增加副反应的可能性,不利于目标产物乙醇和仲丁醇生成; 反应压力的增大会提高仲丁醇的选择性和抑制副反应的发生。用工业铜锌铝催化醋酸仲丁酯加氢反应的反应条件温和,产率较高,催化剂来源广泛,成本也较低,有利于工厂大规模生产。
- [1] 余启炎,赫雪松,杨晓红,等.仲丁醇脱氢制甲乙酮催化剂的研究[J].石油化工,2005(9):818.
- [2] 姜广申,胡云峰,蔡俊,等.仲丁醇脱氢制甲乙酮的Cu-ZnO催化剂[J].化工进展,2013,32(2):352.
- [3] 贾长斌.醋酸仲丁酯加氢制备仲丁醇催化剂研究[D].北京:北京化工大学,2015.
- [4] 马隽,朱娜.搭载Na对Cu-ZnO/Na-SiO2催化剂结构及催化仲丁醇脱氢反应的影响[J].应用化学,2011,28(12):1397.
- [5] 王振刚,蒋小川.乙酸乙酯加氢制乙醇催化剂的表征及性能研究[J].北京化工大学学报(自然科学版),2013,41(4):15.
- [6] 胡珺.乙酸乙酯催化加氢制取乙醇的研究[D].上海:华东师范大学,2016,30.
- [7] 王超,张海涛,马宏方,等.Mn助剂对Cu基催化剂乙酸乙酯加氢制备乙醇反应性能的影响[J].天然气化工,2016,41(6):66.
- [8] 贾长斌,罗学清,孙培永,等.Ca对Cu/B/Ca/Al2O3结构及其催化醋酸仲丁酯加氢反应性能的影响[J].分子催化,2015,29(3):220.
- [9] WANG H X, WU C M, BU X W, et al. A benign preparation of sec-butanol via transesterification from sec-butyl acetate using the acidic Imidazolium ionic liquids as catalysts[J].Chemical Engineering Journal, 2014,246(12):366.
- [10] 张晓燕.乙酸乙酯催化加氢制乙醇研究[D].上海:复旦大学,2013.
- [11] 张维义,岳志,黄岩,等.载体对乙酸乙酯加氢制乙醇铜基催化剂性能影响研究[J],天然气化工,2017,42(6):57.
- [12] 李亚楠.乙酸异丙酯催化剂氢制备异丙醇和乙醇工艺研究[D].大连:大连理工大学,2014.
- [13] 王若愚,姚志龙,刘皓,等.醋酸仲丁酯加氢制备仲丁醇[J].工业催化,2013,21(2):67.
- [14] 孙培永,罗学清,贾长斌,等.载体改性对Cu/B/Al2O3结构及其催化醋酸仲丁酯加氢性能的影响[J].化工学报,2016,67(4):1313.
- [15] 付朋,李永刚,宁春利.Cu/ZnO/Al2O3催化剂用于醋酸仲丁酯加氢制备仲丁醇联产乙醇[J].工业催化,2017,25(4):69.
- [16] PALLASSANA V, NEURCK M. Reaction paths in the hydrogenolysis of acetic acid to ethanol over Pd(111), Re(0001), and PdRe alloys[J]. Journal of Catalysis, 2002,209(2):297.