 图 1 利乐包循环再生流程图
Fig.1 Flow chart of recycling process of Tetra Pack
图 1 利乐包循环再生流程图
Fig.1 Flow chart of recycling process of Tetra Pack
WU Ping,HUANG Chenming,SONG Jialu,et al.A study on the design of Tetra Pack's recovery pattern[J].Journal of Zhejiang University of Science and Technology,2017,(03):230-234.[doi:10.3969/j.issn.1671-8798.2017.03.013 ]

针对中国废弃利乐包回收率低的问题而研究利乐包回收利用模式。先是通过分析国内利乐包回收的现状,提出基于二维码技术的以回收机为中心的押金制利乐包回收模式,以解决回收难的问题; 并且通过回收成本与利润的计算证明该模式的可行性; 再通过新旧回收模式的对比,得出新模式成本低、回收率高、智能化水平高的结论。
In response to the low rate of the abandoned Tetra Pack's recovery in China, the article focuses on its recovery and reusing pattern. Firstly, by analyzing the status quo of Tetra Pack in our country, the article puts forward a deposit-based pattern of Tetra Pack recovery mode with the core of the recycling machines, based on planar bar code technology for solving the difficulties in recovery. Subsequently, it proves this pattern feasible by calculating the recovery costs and profits. Finally, it draws the conclusion that the new mode of recovery features high rate of recovery, low cost and high level of intelligence, through comparisons between the old and new modes.
瑞典利乐公司(Tetra Pak)是世界上牛奶、果汁、饮料等产品包装系统的大型供货商之一,在全球共有37家销售公司,42家包装材料和封盖厂,以及8家灌装机和加工设备组装厂。公司拥有23 460名员工,2015年度的净销售收入约为109亿欧元,产品行销175个国家和地区。2015年,利乐公司共销售了1 798亿个包装,为全球消费者提供了782亿L的液态食品包装[1]。
利乐包是一种无菌复合纸包装,广泛用于乳制品等行业,全球牛奶和饮料行业的无菌复合纸包装中有70%都是由利乐公司生产的。它不仅形状简洁美观,还节省空间,是适度包装的经典之作[2]。利乐包由纸、铝箔和聚乙烯塑料等可再生的绿色材料复合而成,其中约75%的成分为长纤维优质纸浆,是再生纸的优质原料[3]。在完成包装作用后,利乐包有很大的回收利用价值,可以产生巨大的经济效益,同时这也有利于资源的可持续利用。因此,做好利乐包的回收利用对社会意义重大,而着力研究如何通过体系构建来解决回收利用的问题就显得尤为重要[4]。
1 利乐包的回收现状1.1 利乐包回收利用技术利乐包的二次利用技术现在已经十分成熟,主要技术有3种:水力再生浆技术、彩乐板技术和塑木技术[5]。上海彩乐环保产品有限公司、浙江富伦纸业公司等公司均有回收利用利乐包的生产线,并且技术成熟[6]。利乐包循环再生流程如图1所示。
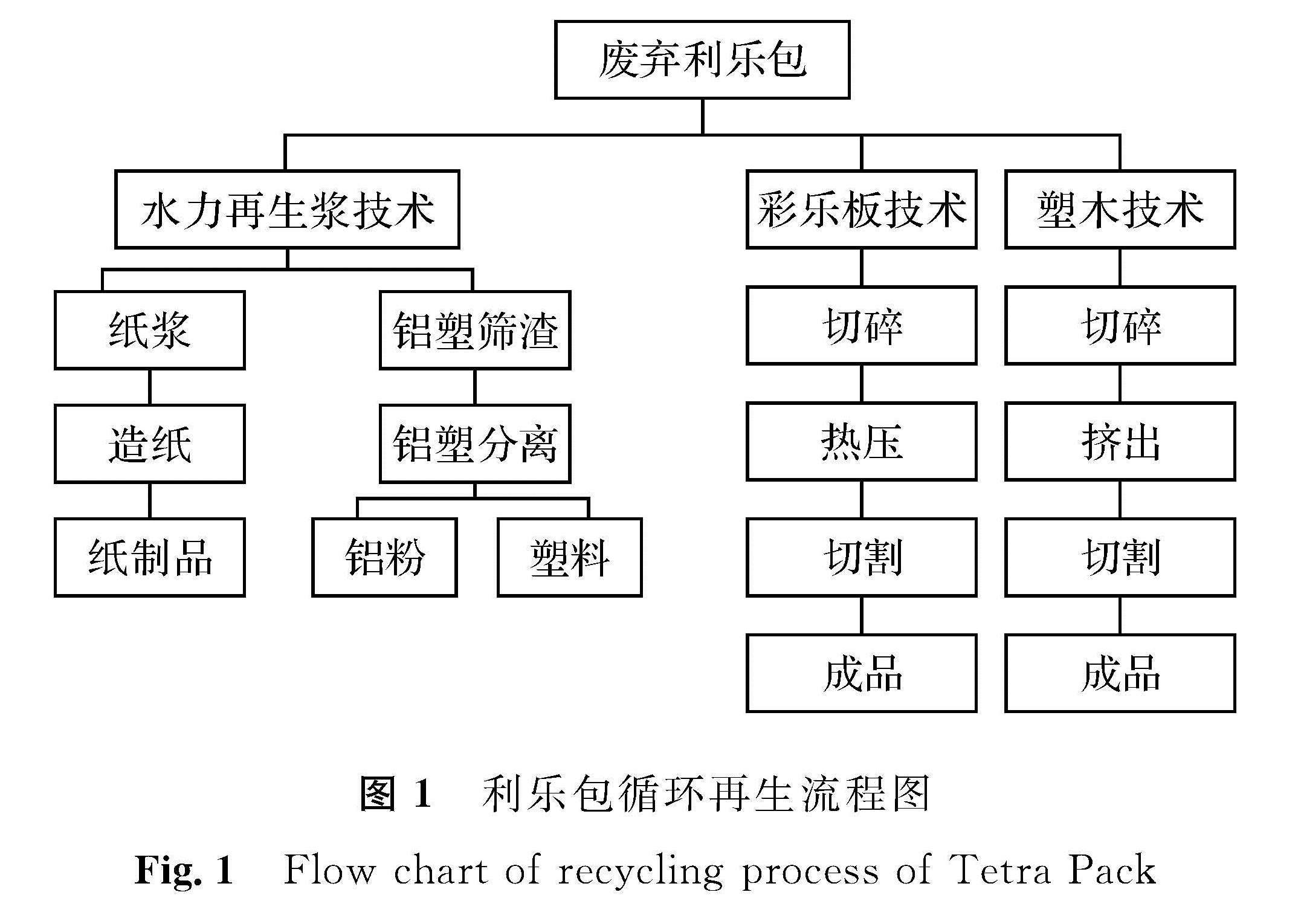
图1 利乐包循环再生流程图
Fig.1 Flow chart of recycling process of Tetra Pack
1.2 利乐包回收率
利乐包从20世纪70年代末起就在中国开始生产、灌装。1998年,利乐中国有限公司成立了环保团队负责利乐包的循环利用研发和推广工作。通过多年的技术支持和引导,浙江、上海、北京、内蒙古及福建等地已出现十多家复合纸包装再生利用工厂,但是其回收再生利用工程受到诸多国情条件的限制,如循环经济观念有待进一步普及,产业界垃圾回收链不够完善,资金有限等因素,制约着利乐包回收再生利用工程的发展。
欧盟一些国家对废弃利乐包的回收率高达70%以上,中国虽然已有专门从事废弃利乐包回收的企业,但回收体系不完善,相应的法规不健全,废弃利乐包的回收率不到20%。2014年,利乐包的回收成效显著,全球共计651 000 t消费后牛奶饮料纸包装得以回收利用,较2013年增长了28 000 t,相当于利乐公司全年交付包装的26%[7]。利乐公司的最终目标是在2020年将全球回收利用率提高到40%。
虽然利乐包的回收率在逐年增长,但相对于玻璃、塑料瓶和纸板80%甚至90%的回收率而言还远远不够。过低的回收率导致了企业生产线无法正常运行,致使大量生产线闲置和生产资源的浪费[8]。
1.3 利乐包回收模式目前的回收模式为:拾荒者自发地去社区、公共场所、学校、机关和企业收集废弃利乐包,再转卖给废品回收站,然后废品回收站将收到的利乐包打包卖给工厂,工厂再利用等离子等技术生产出产品,例如利用铝塑分离技术将利乐包分解为铝和塑料[9]。
虽然拾荒者群体在中国分布密集、人数众多,并且该模式存在已久,但是回收价格过低导致拾荒者们兴趣不高,加之回收再处理利润低也让相关企业动力不足,最终导致回收率只能维持在较低的水平,无法有进一步的突破。
2 押金制回收模式废弃利乐包的主要来源有3个:一是利乐包生产商产生的次品; 二是利乐包使用商在对产品包装过程中产生的次品; 三是消费者使用后产生的次品。它们所占的百分比分别为5%、2%和93%[10]。
2.1 押金制按照现在利乐包的市场回收价格很难培养起消费者收集废包装用以出售的习惯,要解决这一问题可以借鉴啤酒瓶的回收机制。啤酒瓶是少数能够顺利回收的废品之一,究其原因,一是啤酒瓶容易清洗、储存和再利用; 二是啤酒瓶的回收运用押金返还制度[11]。啤酒厂家回收一个旧啤酒瓶一般在0.4~0.5元。绝大多数消费者都不愿意放弃接近购买价格15%的押金返还。中间商每回收一个啤酒瓶,可以有0.1~0.2元的差价。由于消费者对返还酒瓶的热情高,显著的规模经济使中间商和消费者都积极参与到啤酒瓶的回收中来,最终形成了从上门收购到规模供货的啤酒瓶回收物流链。押金返还制度使啤酒厂、消费者和中间商三方共赢,促成了啤酒瓶的高回收率,这树立了垃圾分类回收的典范。
消费过的废弃利乐包对消费者来说是一种垃圾,但是如果能够设计一种押金制,回收后使消费者获得一定经济利益或物质补偿,在为其提供最大化的方便性的同时,也提供了降低利乐包消费成本的机会,那么这种制度将与消费者的切身利益紧密相连,对他们而言这是一种鼓舞。
假设利乐包生产商将价格提升0.2元/个,废弃利乐包回收价同时也上涨0.2元/个,所涨的价格全部转嫁至消费者处,但是如果消费者能够减少损失,即将废弃利乐包回收就可收回多支付的金额,回收价格的上涨,激起消费者收集废弃利乐包用以出售的行为,于是成本又转移给了回收中心,再由利乐包生产商将押金补贴给回收中心。因此,押金制能够兼顾利乐包生产商、回收中心和消费者的经济利益,实现回收模式良性循环[12]。
2.2 回收线路回收模式的中心是利乐包回收机,所有的废弃利乐包最终会到达利乐包回收利用中心。消费者会有两种方法处理利乐包,一是丢弃,二是放到利乐包回收机换取一定的回报。由于此设计中利乐包被设置的价格较高,而最终为这包装付出成本的会是消费者,因此,为减少损失,消费者很有可能将利乐包放到回收机中或交给回收公司[13],如图2所示。
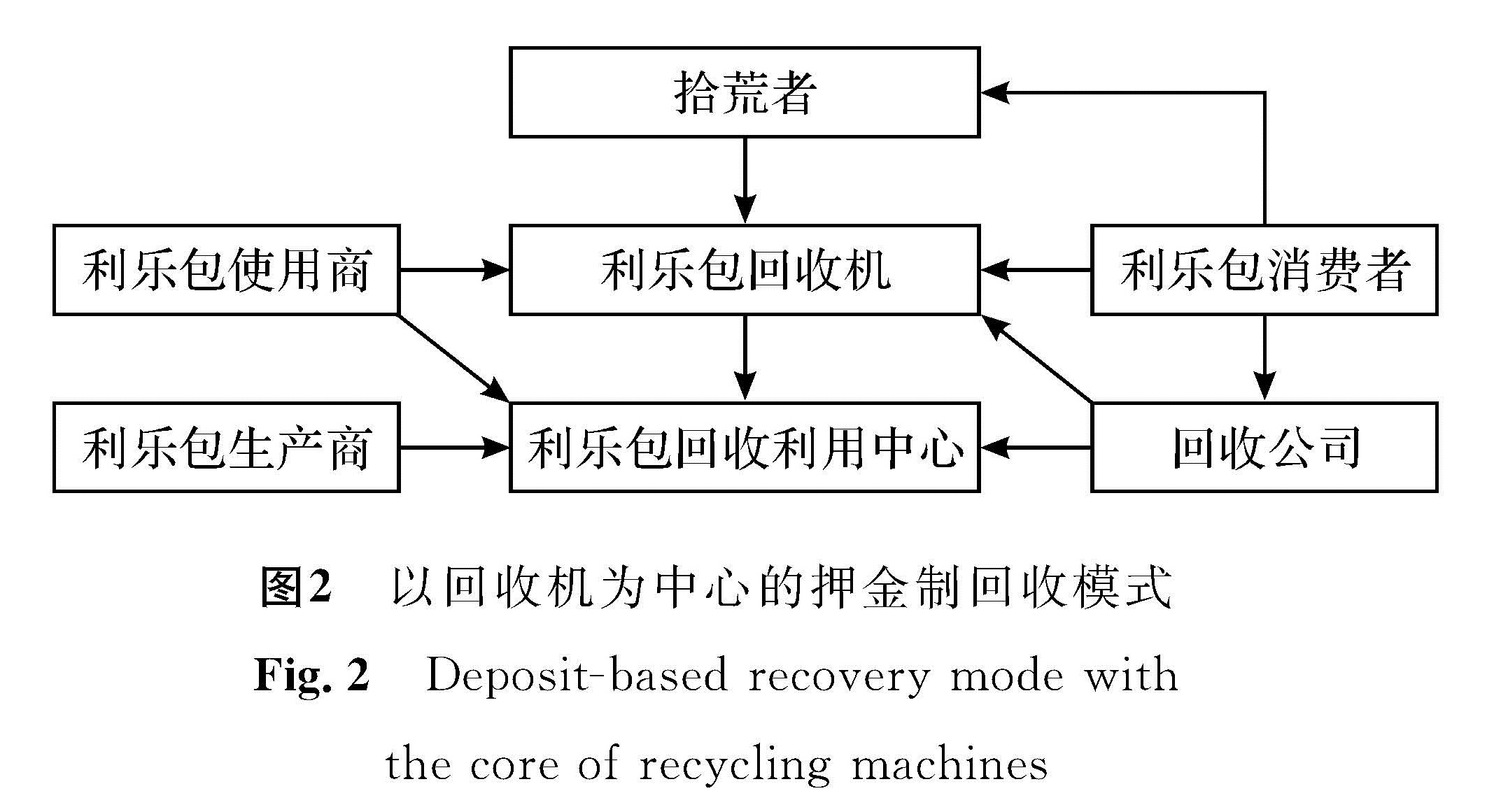
图2 以回收机为中心的押金制回收模式
Fig.2 Deposit-based recovery mode with the core of recycling machines
利乐包回收机的尺寸设计为2 540 mm×1 570 mm×865 mm,主要是根据人机工程学的人体尺寸测量数据。运行原理为,利乐包回收机内部设计有二维码识别器和垃圾压缩机,当利乐包被投入时,二维码扫描器扫描外包装上的二维码,判别是否为利乐包,若不是则由杂物出口吐出,若是则进入垃圾压缩机进行压缩,同时给予回收者一定的回报,压缩后的回收物体积将缩小数倍,有利于提高回收的容量,同时也有助于废品的运输[14]。
如图3所示,利乐包回收机配置有利乐包投入口、杂物出口、硬币出口、显示屏及操作屏等,同时机器上印有回收的相关知识。利乐包回收机与网络连接,消费者将废弃利乐包投入后,可以选择现金或者网银转账等方式索取回收报酬。当选择现金时,钱币将从利乐包回收机的硬币出口吐出。
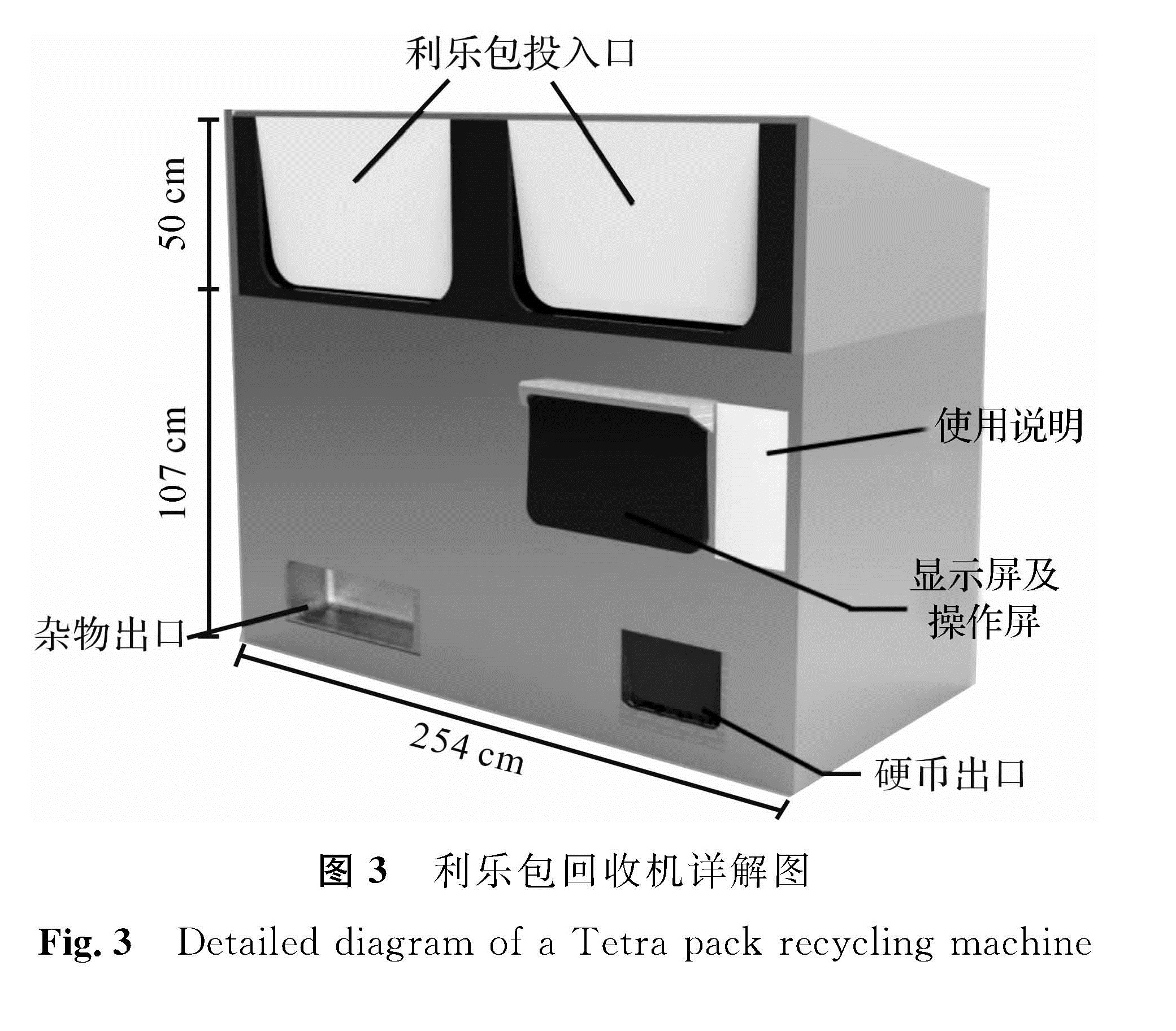
图3 利乐包回收机详解图
Fig.3 Detailed diagram of a Tetra pack recycling machine
由于回收模式中心是机器设备,所以在利乐包的设计上添加了一个二维码[15]。二维码的设置有2种选择:一是使用普通二维码,二是使用S2i防伪二维码。S2i防伪二维码是一种100%无法被复制的二维码,因其印刷精度要求高,要2 400 dpi以上才能实现,并且印刷要CPT制版。目前二维码技术已经非常成熟,S2i防伪二维码技术已普遍运用于防伪和食品类外包装的抽奖码、验证码等,成本非常低。因此,可将S2i防伪二维码应用于利乐包上。
3 回收成本与利润1 t的废弃利乐包可以提取700 kg的纸浆和200 kg的铝塑原料[16]。利用铝塑分离技术可以将铝塑颗粒分解铝和塑料。高档纸浆价格为4 000~5 000元/t,塑料在市场上约为2 000元/t,铝则价格更高,是10 000~11 000元/t。
设1 t饮料纸盒再回收利用产生的价值为W,铝塑分离的利用效率为90%,纸浆价格取4 500元/t,铝价格取10 500元/t,则
W=0.7×4 500+0.9×(0.04×10 500+0.16×2 000)=3 816元/t。
2004年利乐包的回收价格为400~500元/t,2007年回收价格为1 200元/t左右,2015年利乐包回收价格在1 500~2 000元/t。如果加工1 t利乐包的损耗为400元,回收价取1 750元/t,1 t废弃利乐包的利润P如下:
P=3 816-1 750-400=1 666元/t。
按照当前的回收价格,企业的利润近90%,由此可见,利乐包的回收利润巨大且回收价格上升空间也大,若是与社会平均利润的30%相等,则回收价最高可以到2 600 元/t,即回收成本在2 600元/t及以下,因此,利乐包回收利润是可观的。
当利乐包回收价格提高1倍,即3 000~4 000元/t,取3 500元/t,则
P=3 816-3 500-400=-84元/t。
这说明当回收价格提高1倍时,企业会出现亏损。同时,小幅度提高的回收价格对消费者与拾荒者的回收热情影响不大,所以回收效率依然处于较低的状态。
4 新旧回收模式的比较新旧回收模式的共同点:1)拾荒者在其中都扮演了十分重要的角色; 2)都有一个回收中心; 3)模式中各个角色都有利益挂钩; 4)都是比较市场化的。
新旧回收模式的不同点:1)回收中心主体不同; 2)回收线路与中间环节数不同; 3)新的回收模式中加入了人工智能,自动化水平高,而旧的回收模式中以人力为主; 4)新的回收模式中消费者参与度高于旧的回收模式; 5)在新的回收模中利乐包回收价格高,而旧的回收模式中利乐包的回收价格十分低; 6)从理论上而言,新的回收模式的回收效率远大于旧的回收模式。
可见,新模式回收成本低,回收效率高,智能化水平高; 而旧模式在国内发展得比较成熟。
5 结 论笔者经过分析、设计和实践研究,提出了押金制回收模式,设计、建立了以回收机为中心的利乐包回收模式。对各个环节从业人员之间的经济利益、回收欲望等进行了比较分析,结果表明,以回收机为中心的利乐包回收模式能符合市场的需求,满足了各方群体利益的需求。同时,新回收模式能够增强消费者资源再利用的意识,显著提高利乐包回收率,减少废弃利乐包对环境的污染,实现可回收资源的循环利用。
- [1] 袁园,罗飞,朱克刚,等.浅谈中国乳业的利乐依赖症[J].乳品与人类,2013(5):4.
- [2] 《世界环境》编辑部.绿色包装企业的低碳之路:利乐的三个小目标[J].世界环境,2016(5):82.
- [3] 何沐轩.食品纸包装安全性设计研究[D].株洲:湖南工业大学,2015.
- [4] 范芳娟.利乐包回收系统的研究及设计[D].杨凌:西北农林科技大学,2007.
- [5] 崔忠伟.无菌纸包装的回用[J].中华纸业,2006,27(4):80.
- [6] 邓蓉.对我国废弃利乐无菌包回收利用的探讨[J].北京印刷学院学报,2014,22(6):20.
- [7] 利乐公司.利乐发布2014年环保绩效[J].中国包装,2015(4):35.
- [8] 金雅宁.包装废物的产生特性及其回收体系研究[D].北京:北京化工大学,2009.
- [9] 侯红串,雷凤贞,马占峰.中国再生塑料回收利用行业状况及发展预测[J].再生资源研究,2006(4):13.
- [10] 王红征.中国循环经济的运行机理与发展模式研究[D].开封:河南大学,2012.
- [11] 吕黄生.城市生活垃圾处理的管理政策研究[J].管理现代化,2004(1):4.
- [12] 刘旺盛,王鸿鹏.论利乐包回收物流系统的建设[J].综合运输,2008(12):48.
- [13] 费稚.废品回收是纸包装循环利用主要瓶颈[J].中国包装工业,2006(11):56.
- [14] 王友良.论“简约包装”的伦理生态价值[J].求索,2004(10):156.
- [15] 郑隆举,刘昊,郭中华,等.二维码技术及其包装防伪应用浅析[J].中国包装工业,2015(8):121.
- [16] 崔忠伟.国内液体纸包装的回用现状及前景[J].华东纸业,2013,44(4):49.